SCHÉMA GLOBAL DE LA PROCÉDURE DE PRODUCTION
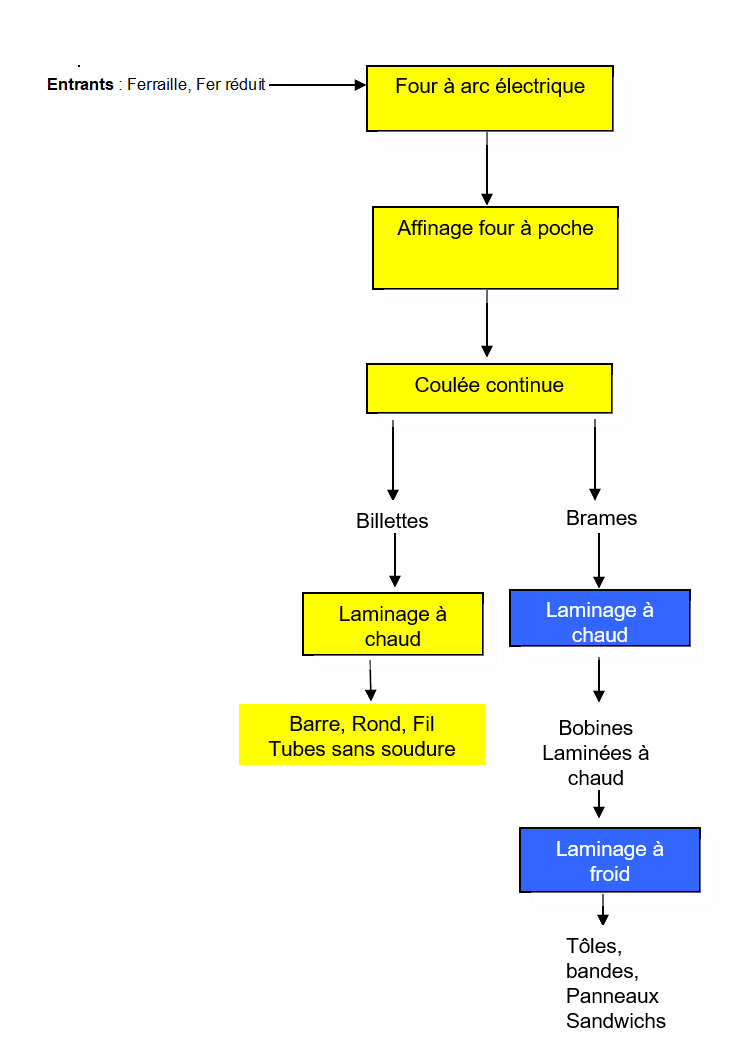
L’ACIÉRIE:
Four à arc électrique:
